
In friction stir welding (FSW), advancing-side tunnels mimic solid consolidation but mask structural voids that stall production and trigger sudden joint failure. In aerospace, this hidden defect is a critical failure mode.
While the global friction stir welding market expands at an 8.5% CAGR through 2030 (Grand View Research), this growth relies entirely on rigorous defect elimination. Most tunnels stem from thermal mismanagement, suboptimal tool geometry, or insufficient clamping.
Quick Insights into Friction Stir Welding Defect Control
➔ Optimize Process Parameters: Integrate CAD/CAM simulation to balance spindle speed, travel speed, and plunge depth within ±0.01 mm precision. ➔ Refine Tool Design: Deploy advanced pin geometries to force uniform material flow. ➔ Monitor in Real Time: Utilize Z-axis force sensing for millisecond toolpath corrections.
Optimize Your Production Line: Looking for reliable equipment? Explore Supro Friction Welding Solutions to ensure your assemblies remain defect-free from start to finish.
What Are Friction Stir Welding Defects?
Solid-state joining demands precise thermal-mechanical synchronization. When variables drift—specifically dropping below 80% of the alloy's solidus point (e.g., the 480°C–540°C window for 6000-series Al)—defects materialize, devastating joint strength.
Common Tunneling Phenomena on the FSW Tool Pin
Deviating friction stir welding parameters force tunneling defects along the FSW tool pin path.
Root Causes Linked to the FSW tool pin
1)Pin geometry
Shallow thread depth → insufficient vertical material transport.
Taper angle mismatch → unstable consolidation behind the pin.
2)Welding parameters
Low rotational speed → poor plasticization.
Excess travel rate → stretched material flow exceeding the optimal 0.12–0.18 mm/rev (v/ω) ratio.
Location-Specific Behavior
1)Advancing side
Maximum void formation risk due to steep temperature gradients (often 30°C hotter than the retreating side).
2)Retreating side
Inconsistent bonding from generalized heat drops.
What It Means for Friction Stir Welded Joints
Slashed fatigue life and compromised structural confidence per ISO 25239 standards.
How an Improper FSW Tool Shoulder Generates Subsurface Voids
The FSW tool shoulder dictates heat generation and forging pressure. If hydrostatic pressure drops below 40 MPa, tunnels form instantly.
Shoulder Design Factors
1)Flat vs. concave shoulder design
Flat profile → limited material containment.
Concave profile → maximizes downward material consolidation.
2)Surface scroll features
Weak scroll → poor top-layer grip.
Process Alignment
1)Incorrect plunging depth
0.2mm variance causes a 15% drop in joint tensile strength.
2)Imbalanced rotation speed
Inconsistent thermal cycles.
Resulting Defect Mechanism
Trapped plasticized metal and subsurface voids.
A 2025 International Energy Agency outlook emphasizes that process stability in lightweight FSW directly dictates EV battery safety. At Supro MFG, engineered shoulder profiles stabilize heat flow, eliminating hidden voids prior to fixture release.
Incomplete Stir Zones from Poor Travel Speed Control
Within the stir zone, optimal aluminum travel speeds require a precise heat input threshold of 1.0–1.2 kJ/mm.
Travel Speed and Heat Interaction
1)High travel speed
Deficient heat input and weak material mixing.
2)Low travel speed
Detrimental equiaxed grain coarsening.
Impact on Nugget Formation
Irregular flow arms and reduced joint integrity.
Process Control Strategy
Real-time torque monitoring and adaptive spindle feedback.
Supro MFG utilizes closed-loop process control to lock down welding efficiency and uniform nugget density.
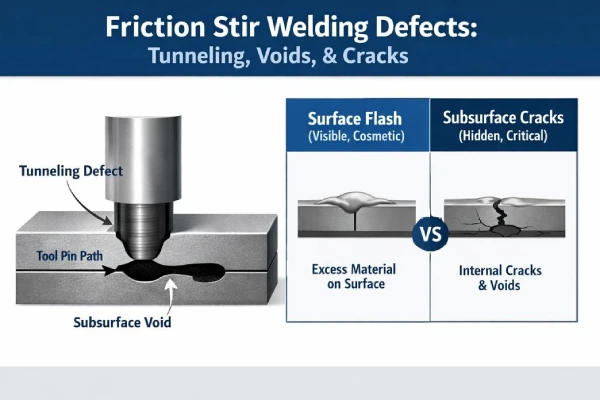
Surface Flash vs. Subsurface Cracks: A Quick Comparison
Defects manifest differently; some cosmetic, others catastrophic.
Visible Surface flash
Excessive downward forging force; requires basic visual inspection.
Hidden Subsurface cracks
1)Thermal stress imbalances under the advancing shoulder; mandates non-destructive testing.
2)Inspection Methods
5-10 MHz Ultrasonic phased array (PAUT) → isolates volumetric voids <0.2mm.
X-ray radiography.
Failure Modes Comparison
Flash: Cosmetic thinning.
Cracks: Severe fatigue initiation sites causing sudden failure.
Because internal cracks propagate quietly, aerospace relies on NDT. Supro Friction Welding merges advanced PAUT inspection with real-world load testing.
Need Expert Validation? If you’re struggling with subsurface defects, Supro Friction Welding offers comprehensive Technical Support Services and Contract Friction Welding Services to help you identify root causes and optimize your processes.
We Offer Financial & Superior Services
A small river named Duden flows by their place and supplies it with the necessary
regelialia. It is a paradisematic country, in which
3 Causes Of Advancing-Side Tunnel Formation
Spindle Speed Overshoot on a Friction Stir Welding Machine
When rotational speed spikes, the primary process parameter destabilizes. Overshoots >10% degrade the equiaxed grain structure.
Spikes in heat input liquefy material faster than it can mix.
Drastic softening occurs at the advancing edge.
Material flow destabilizes against the constant welding speed.
Consolidation pressure plummets, carving a tunnel.
At Supro MFG, active monitoring ties spindle speed to torque response to strictly cap heat generation.
Insufficient Clamping Force in the Workpiece Clamping System
A subpar clamping system ruins perfect parameters. FSW forces must exceed 10 kN/m to prevent >0.5mm plate micro-lifting.
Low clamping force → plate lift.
Plate lift → reduced tool pressure.
Reduced pressure → weak forging action and advancing-side tunnels.
Supro MFG rigidly calibrates fixture stiffness to guarantee joint integrity.
Suboptimal Tool Geometry of the FSW Tool Shoulder
The FSW tool shoulder dictates heat; the pin profile drives mixing.
Shoulder design
Flat: limited forging ring.
Concave: maximum containment.
Pin feature design
Cylindrical: basic flow.
Triflute: increases material displacement while reducing vertical traversing forces by up to 18%.
Wear condition
Severe wear yields highly inconsistent weld quality.
Supro MFG strictly matches friction stir welding tools to precise alloy grades.
Tunnel Defects Ruining Productivity? Advanced Toolpath Fix
Step 1 – Optimize Process Parameters via CAD/CAM Integration
CAD/CAM FSW modeling reduces experimental trial iterations by 40%.
Digital Simulation Layer 1.1 Integrate CAD/CAM Integration with FSW modeling. 1.2 Execute Toolpath Optimization targeting the Advancing Side. 1.3 Validate plunge depth to ±0.01 mm tolerances.
Parameter Benchmark Table
| Travel Speed (mm/min) | Spindle Speed (RPM) | Plunge Depth (mm) | Tunnel Rate (%) |
|---|---|---|---|
| 250 | 800 | 0.15 | 4.8 |
| 300 | 900 | 0.18 | 2.1 |
| 350 | 1000 | 0.20 | 0.9 |
Production Impact 3.1 Eradicated Tunneling Defects. 3.2 Predictable heat flow. 3.3 Superior surface finish.
Step 2 – Apply Real-Time Force Sensing for Dynamic Corrections
Monitoring Core 1.1 Embed Real-Time Force Sensing on the Z-axis. 1.2 Map torque fluctuations directly to Tool Wear. 1.3 Route data to an HMI dashboard.
Control Logic 2.1 Axial force spikes → trigger auto-adjusted travel speeds. 2.2 Heat drops on the Advancing Side → micro-increase rotation. 2.3 Log variables via Process Control.
Results 3.1 Eliminated Tunneling Defects. 3.2 Extended tool longevity. 3.3 Locked penetration depth.
Step 3 – Deploy an FSW Robotics System for Consistent Toolpaths 1.
Automation Stack 1.1 Integrate multi-axis FSW Robotics System. 1.2 Execute Consistent Toolpaths with laser seam tracking for Precision Welding.
Motion Accuracy 2.1 Sub-millimeter repeatability (±0.05 mm). 2.2 Symmetrical Advancing Side forging force.
Business Edge 3.1 Near-zero rejection rates. 3.2 Maximized throughput via Supro MFG implementation.
Upgrade Your Welding Equipment: Discover how our advanced Rotary Friction Welding Machines and Inertia Friction Welding Machines provide the unyielding stability and multi-axis control required for high-yield, tunnel-free production.
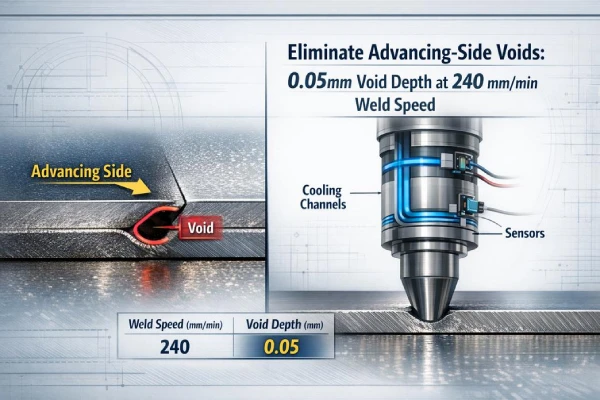
Aerospace Joints: Eliminate Advancing-Side Voids
Metallurgical Analysis with Ultrasonic Inspection
Core diagnostics:
1)Metallurgical Analysis
Grain size mapping and Advancing Side flow arm verification.
2)Ultrasonic Inspection
Void Detection via PAUT measuring exact tunneling depth.
Identify Tunneling Defects via micro-sectioning.
Contrast advancing vs. retreating consolidation.
Certify Weld Quality to aerospace ISO standards.
Test Data from High-Strength Aluminum (FSW Trials)
| Weld Speed (mm/min) | Peak Temp (°C) | Void Depth (mm) | Grain Size (µm) |
|---|---|---|---|
| 120 | 485 | 0.42 | 8.5 |
| 160 | 472 | 0.28 | 7.9 |
| 200 | 455 | 0.15 | 6.8 |
| 240 | 438 | 0.05 | 6.2 |
Leveraging a Hybrid FSW Machine for High-Strength Alloys
Machine architecture:
1)Hybrid Machine
High-response Power Supply Unit with real-time torque compensation.
2)Advanced Tool Design
PCBN tools withstand >1000°C for titanium (Ti-6Al-4V) alloys.
Lock Welding Parameters to Material Properties.
Rigidly stabilize plunge depth.
Use force feedback to prevent Advancing Side Voids.
Fine-Tuning Thermal Control via an Enhanced Cooling System
Thermal Control
1)Temperature Monitoring via infrared sensors.
2)Closed-loop Cooling System
Liquid circulation channels reduce residual stress distortion by 25%, holding ±0.2mm tolerances.
Regulated Heat Dissipation ✓ Eradicated Advancing Side Defects ✓ Homogeneous microstructure
Validating Outcomes through FSW Simulation Software
FSW Simulation
Process Modeling for strain-rate fields.
Defect Prediction algorithms.
Execute thermal-mechanical modeling.
Benchmark physical trials.
Finalize Experimental Verification.
Leveraging 277 patents and AWS D14.9 compliance, Supro MFG pipes this data into Data Analytics Platforms to secure flight-ready components.
FAQs about Friction Stir Welding
1.What causes tunnel defects in friction stir welding?
Tunnels stem from thermal-mechanical collapse inside a Friction Stir Welding Machine:
Tooling: Incorrect Tool Geometry or degraded FSW Tool Pin.
Control: Spindle Speed Control overshoots without Force Sensing.
Support: A flexing Workpiece Clamping System losing forging pressure.
2.How can manufacturers prevent advancing-side voids in large assemblies?
Scale requires stiffness:
A rigid Gantry FSW System or Hybrid FSW Machine.
A powerful Cooling System.
A Workpiece Clamping System holding >10 kN/m. A Data Acquisition System ensures Process Parameter Optimization.
3.How do monitoring systems improve production consistency?
Closed-loop monitoring stops drift:
① Force Sensing tracks Z-axis loads.
② Temperature Monitoring calculates heat limits.
③ Data feeds the Process Monitoring Software.
④ The FSW Robotics System executes micro-corrections across the Automated FSW Cell.
4.What inspection methods reveal subsurface defects in friction stir welding joints?
Because aesthetics hide voids, Non-Destructive Testing (NDT) is required:
Visual Inspection System → flags surface grooves.
Ultrasonic Inspection (PAUT) → maps internal voids.
X-ray Radiography → finds mass discontinuities.
Metallurgical Analysis → verifies structure via Defect Detection Software.
Partner with Supro Friction Welding
With over 30 years of manufacturing experience and a robust portfolio of 277 patents, Supro Friction Welding is your trusted partner for high-strength, dissimilar metal joining. Whether you need a custom Continuous Drive Friction Welding Machine or a fully automated production line integration, we deliver expertise you can count on.
Not sure about your material’s weldability? We offer free test weld evaluations to determine the optimal process parameters before you invest.
Contact Us Today to discuss your project requirements!
References
friction stir welding – twi-global.com
aerospace – nasa.gov
Grand View Research – grandviewresearch.com
advanced pin geometries – twi-global.com
thermal-mechanical synchronization – springer.com
6000-series Al – asminternational.org
FSW tool pin – sciencedirect.com
plasticization – sciencedirect.com
ISO 25239 standards – iso.org
International Energy Agency – iea.org
Ultrasonic phased array – evidentscientific.com
fatigue initiation sites – sciencedirect.com
equiaxed grain structure – sciencedirect.com
PCBN tools – sciencedirect.com
Ti-6Al-4V – azom.com
residual stress distortion – sciencedirect.com
strain-rate fields – sciencedirect.com
thermal-mechanical modeling – ansys.com
AWS D14.9 compliance – aws.org
Non-Destructive Testing (NDT) – asnt.org
Visual Inspection System – cognex.com